

聯系人:孫總
手 機:13382522208
電 話:0512-36852661
傳 真:0512-36852663
網 址:www.bicyclerent.com.cn
郵 箱:ks_riye@163.com
地 址:蘇州市昆山市周市鎮陸楊金茂路886號
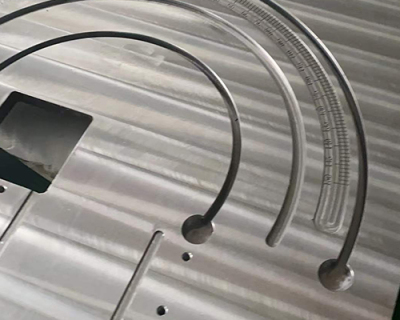
零件裝夾
一、定位安裝的基本原則

在數控機床上加工零件時,定位安裝的基本原則是合理選擇定位基準和夾緊方案。在選擇時應注意以下幾點:
1、力求設計、工藝和編程計算的基準統一。
2、盡量減少裝夾次數,盡可能在一次定位裝夾后,加工出全部待加工表面。
3、避免采用占機人工調整式加工方案,以充分發揮數控機床的效能。
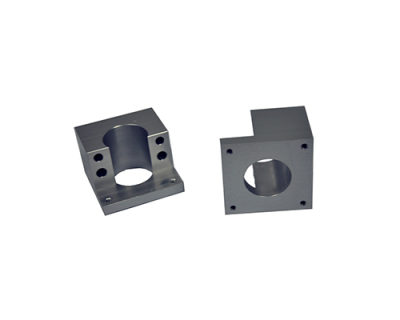
二、選擇夾具的基本原則
數控加工的特點對夾具提出了兩個基本要求:一是要保證夾具的坐標方向與機床的坐標方向相對固定;二是要協調零件和機床坐標系的尺寸關系。除此之外,還要考慮以下幾點:
1、當零件加工批量不大時,應盡量采用組合夾具、可調式夾具及其他通用夾具,以縮短生產準備時間、節省生產費用。
2、在成批生產時才考慮采用專用夾具,并力求結構簡單。
3、零件的裝卸要快速、方便、可靠,以縮短機床的停頓時間。
4、夾具上各零部件應不妨礙機床對零件各表面的加工,即夾具要開敞,其定位、夾緊機構元件不能影響加工中的走刀(如產生碰撞等)。






 手機:133-8252-2208
手機:133-8252-2208 電話:0512-36852661
電話:0512-36852661 網址:www.bicyclerent.com.cn
網址:www.bicyclerent.com.cn 郵箱:ks_riye@163.com
郵箱:ks_riye@163.com 地址:蘇州市昆山市周市鎮陸楊金茂路886號
地址:蘇州市昆山市周市鎮陸楊金茂路886號